- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Kuinka pehmeä oviverhokone parantaa teollisen tuotannon tehokkuutta ja tuotteiden laatua?
Nykyaikaisessa teollisessa valmistuksessa tehokkaiden, hygieenisten ja kestävien pehmeiden oviverhoratkaisujen kysyntä kasvaa edelleen logistiikassa, kylmävarastoissa, elintarvikejalostuksessa ja puhdastilaympäristöissä. Automatisoiduilla tuotantolaitteilla on ratkaiseva rooli tämän kysynnän täyttämisessä mittakaavassa. Näistä innovaatioista ovat kehittyneet verhojen suulakepuristus- ja muotoilujärjestelmät, kutenPehmeä oviverhokone, ovat tulleet välttämättömiksi valmistajille, jotka haluavat yhdenmukaisuutta ja kustannustehokkuutta. Tässä artikkelissa tarkastellaan tämän alalla käytettävän keskeisen laitteen toimintaperiaatteita, sovelluksia, teknisiä rakenteita ja investointiarvoa sekä vastataan usein kysyttyihin kysymyksiin ja tarjotaan käytännön näkemyksiä päätöksentekijöille.
Sisällysluettelo
- 1. Toimialan kysyntä ja markkinatausta
- 2. Mikä on pehmeiden oviverhojen tuotantotekniikka?
- 3. Järjestelmän keskeiset rakenneosat
- 4. Toimintaperiaate ja prosessin kulku
- 5. Materiaalien yhteensopivuus ja tuotesovellukset
- 6. Automatisoinnin edut ja tuotannon tehokkuus
- 7. Teknisten tietojen yleiskatsaus
- 8. Huolto- ja käyttöohjeet
- 9. Kustannusanalyysi ja ROI-arviointi
- 10. Usein kysytyt kysymykset (FAQ)
- 11. Lopulliset näkemykset ja toimialanäkymät
Ehdotetut hakukoneoptimoinnin kysymysotsikot (aiheen laajennus)
- Kuinka Soft Curtain -tuotantojärjestelmä parantaa tuotannon tehokkuutta?
- Mitkä ovat automatisoidun PVC-verhojen ekstruusiolaitteiden edut?
- Miksi teollisuusverhojen valmistusautomaatiosta on tulossa välttämätöntä?
- Kuinka tehtaat voivat alentaa kustannuksia nopeilla verhojen tuotantojärjestelmillä?
- Mikä tekee nykyaikaisista verhojen suulakepuristuskoneista energiatehokkaampia?
1. Toimialan kysyntä ja markkinatausta
Maailmanlaajuinen logistiikan laajentuminen ja tiukentuneet hygieniasäännökset ovat lisänneet joustavien väliseinäratkaisujen kysyntää merkittävästi. Varastot, supermarketit, kylmäketjutilat ja teollisuuspajat vaativat kestäviä esteitä, jotka voivat säädellä ilmavirtaa, lämpötilaa ja saastumisriskejä. Manuaalisilla tuotantomenetelmillä on vaikeuksia pysyä määrä- ja johdonmukaisuusvaatimuksissa, joten automaatiosta tulee suosituin ratkaisu.
Kehittyneisiin suulakepuristusjärjestelmiin investoivat valmistajat pystyvät paremmin vastaamaan näihin kasvaviin vaatimuksiin säilyttäen samalla tuotteiden laadun tasaisena ja minimoiden riippuvuuden työvoimasta.
2. Mikä on pehmeiden oviverhojen tuotantotekniikka?
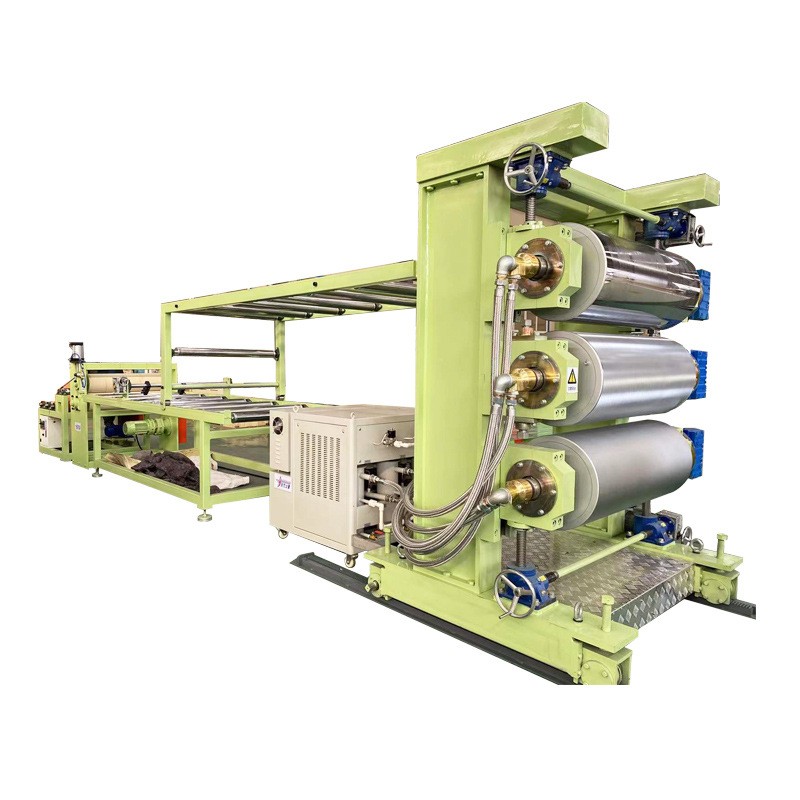
Pehmeiden oviverhojen valmistusteknologialla tarkoitetaan jatkuvaa suulakepuristus- ja muovausprosessia, joka tuottaa PVC-pohjaisia joustavia liuskoja, joita käytetään teollisuuden oviaukon väliseinäissä. Näissä järjestelmissä tyypillisesti integroidaan raaka-aineen syöttö, lämmitys, ekstruusio, jäähdytys, leikkaus ja käämitys yhdeksi automatisoiduksi työnkuluksi.
Tämän tuotantolinjan keskellä onPehmeä oviverhokone, joka varmistaa tarkan materiaalin muotoilun, tasaisen paksuudenhallinnan ja tasaisen pinnan viimeistelyn pitkien tuotantojaksojen aikana.
3. Järjestelmän keskeiset rakenneosat
- Materiaalin syöttöjärjestelmä – Varmistaa vakaan raaka-PVC-syötön
- Ekstruusioyksikkö – Sulata ja muotoilee polymeerimateriaaleja
- Muottipää – Määrittää verhonauhan geometrian
- Jäähdytyssäiliö – Stabiloi tuotteen rakenteen
- Haul-Off System – Säätelee siiman nopeutta ja kireyttä
- Leikkuuyksikkö – Tarjoaa tarkan pituuden säädön
- Kelauslaite – Kerää valmiit tuotteet tehokkaasti
Jokaisella komponentilla on ratkaiseva rooli sen varmistamisessa, että lopputulos täyttää teollisuuden kestävyys- ja läpinäkyvyysstandardit.
4. Toimintaperiaate ja prosessin kulku
Tuotantoprosessi alkaa siten, että raaka-PVC-pelletit syötetään kuumennettuun tynnyriin, jossa ne sulatetaan ja homogenoidaan. Sula materiaali työnnetään sitten mittatilaustyönä suunnitellun muottipään läpi, jolloin muodostuu jatkuvia verholiuskoja.
Välittömästi muotoilun jälkeen materiaali kulkee jäähdytyssäiliön läpi jähmettämään sen rakennetta. Vetoyksikkö säätelee nopeuden tasaisuutta ja estää muodonmuutoksia tai venymisen epäjohdonmukaisuuksia. Lopuksi leikkaus- ja kelausjärjestelmät valmistelevat valmiit rullat pakkaamista ja jakelua varten.
Koko tässä työnkulussaPehmeä oviverhokonetakaa vakauden, tarkkuuden ja toistettavuuden, jotka ovat olennaisia massatuotantoympäristöissä.
5. Materiaalien yhteensopivuus ja tuotesovellukset
Nykyaikaiset järjestelmät tukevat monenlaisia materiaaleja, kuten PVC:tä, pehmeää vinyyliä ja modifioituja termoplastisia yhdisteitä. Tämän joustavuuden ansiosta valmistajat voivat valmistaa eri ympäristöolosuhteisiin sopivia verhoja.
- Kylmävaraston eristysverhot
- Varaston sisäänkäynnin väliseinät
- Elintarvikkeiden käsittelyn hygieniaesteet
- Teollisuuden pölynsuojaverhot
- Kaupalliset jäähdytysovet
Nämä sovellukset vaativat johdonmukaista selkeyttä, joustavuutta ja kestävyyttä, jotka kaikki riippuvat tarkasta tuotannon ohjauksesta.
6. Automatisoinnin edut ja tuotannon tehokkuus
Automatisointi vähentää merkittävästi inhimillisiä virheitä, nopeuttaa tuotantoa ja varmistaa tuotteiden yhtenäisyyden. Verrattuna manuaalisiin tai puoliautomaattisiin järjestelmiin täysin integroidut suulakepuristuslinjat tarjoavat suuremman tuotantokapasiteetin ja alhaisemmat käyttökustannukset yksikköä kohti.
Nykyaikainen tuotantojärjestelmä, kutenPehmeä oviverhokoneparantaa tehokkuutta älykkäällä lämpötilansäädöllä, synkronoiduilla moottorijärjestelmillä ja reaaliaikaisilla valvontaliitännöillä.
- Vähentynyt riippuvuus työvoimasta
- Suurempi tuotantonopeus
- Parannettu mittatarkkuus
- Vähennä materiaalihävikkiä
7. Teknisten tietojen yleiskatsaus
| Parametri | Tyypillinen alue |
|---|---|
| Tuotantonopeus | 5-30 m/min |
| Materiaalityyppi | PVC / pehmeä vinyyli |
| Virrankulutus | 30-120 kW |
| Jäähdytysjärjestelmä | Veden kierto |
| Ohjausjärjestelmä | PLC älykäs ohjaus |
Nämä tekniset tiedot vaihtelevat tuotannon laajuuden ja räätälöintivaatimusten mukaan.
8. Huolto- ja käyttöohjeet
Oikea huolto varmistaa pitkän aikavälin vakauden ja vähentää odottamattomia seisokkeja. Käyttäjien tulee säännöllisesti tarkastaa lämmityselementit, voitelujärjestelmät ja sähköliitännät.
- Puhdista suulakepuristin viikoittain
- Tarkista jäähdytysveden laatu säännöllisesti
- Kalibroi suutinpään kohdistus kuukausittain
- Tarkista moottorin hihnat ja vaihteet
Ennaltaehkäisevä huolto pidentää merkittävästi laitteiden käyttöikää ja parantaa tulosteen yhtenäisyyttä.
9. Kustannusanalyysi ja ROI-arviointi
Investointi automatisoituihin tuotantojärjestelmiin edellyttää huolellista taloudellista arviointia. Vaikka alkuasennuksen kustannukset voivat olla korkeammat, pitkän aikavälin työvoimasäästöt, jätteen vähentäminen ja tuotannon tehokkuus johtavat vahvaan investointien tuottoon.
Tehtaat, jotka käyttävät kehittyneitä järjestelmiä, kutenPehmeä oviverhokonesaavuttavat usein takaisinmaksun 12–24 kuukaudessa tuotannon laajuudesta riippuen.
- Pienemmät tuotantokustannukset yksikkökohtaisesti
- Pienempi vikaprosentti
- Suurempi läpimenokapasiteetti
10. Usein kysytyt kysymykset (FAQ)
Q1: Mitä materiaaleja voidaan käsitellä?
Yleisesti käytetään PVC:tä, pehmeää vinyyliä ja termoplastisia elastomeerejä.
Q2: Vaaditaanko kuljettajan koulutusta?
Kyllä, peruskoulutusta suositellaan turvallisen ja tehokkaan käytön takaamiseksi.
Q3: Kuinka kauan asennus kestää?
Tyypillisesti 3–7 päivää tehdasasetuksista riippuen.
Q4: Voidaanko tulosta mukauttaa?
Kyllä, paksuutta, leveyttä ja läpinäkyvyyttä voidaan säätää.
11. Lopulliset näkemykset ja toimialanäkymät
Teollisen verhotuotannon tulevaisuus on automaatiossa, tarkkuussuunnittelussa ja energiatehokkaissa järjestelmissä. Kun globaali teollisuus painottaa edelleen hygieniaa, logistiikan tehokkuutta ja ympäristönhallintaa, kehittyneiden tuotantolaitteiden kysyntä jatkaa kasvuaan.
Luotettava ratkaisuQingdao Eaststar Plastic Machinery Co., Ltd.osoittaa, kuinka suunnitteluosaaminen ja valmistusinnovaatiot voivat tukea skaalautuvaa teollista kasvua.
Yhteenvetona voidaan todeta, että investoiminen edistykselliseen tuotantoteknologiaan ei tarkoita vain tuotannon parantamista, vaan pitkän aikavälin kilpailukyvyn turvaamista nopeasti kehittyvillä globaaleilla markkinoilla.
ota meihin yhteyttätänään saadaksesi lisätietoja räätälöityistä tuotantoratkaisuista ja teknisestä tuesta valmistustarpeihisi.